СИСТЕМА МОНИТОРИНГА - СБОРА И АРХИВАЦИИ ТЕКУЩИХ ПАРАМЕТРОВ ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА ПРИЕМНЫХ УСТРОЙСТВ VW650 ЛИНИИ ЛУЖЕНИЯ СТАЛЬНОЙ ПРОВОЛКИ ЗАО «ГАРАНТ МЕТИЗ ИНВЕСТ»
Предлагаемая система сбора и архивации данных предусматривает подсоединение контроллеров системы управления приемными устройствами M+E VW650 к сети предприятия, сбор и анализ данных технологического процесса на базе выделенного ПК, и просмотр этих данных авторизированными пользователями по сети Ethernet уровня предприятия.
К сожалению, использованные контроллеры системы управления (S7-300 в форм-факторе станции распределенного ввода вывода ET-200S, центральный процессор IM151-7) не позволяют подключение к сети Ethernet напрямую – необходима замена центральных процессоров, что является и технически, и экономически нецелесообразным.
Также невозможен сбор данных по сети MPI, т.к. в данном случае потребуется объединение двух идентичных сегментов сети с переназначением всех адресов устройств, что невозможно по причине отсуствия исходного проекта производителя оборудования.
Таким образом, оптимальным решением является организация сбора данных по сети Profibus. Каждый из четырех контроллеров должен быть дооснащен модулем с портом Profibus, а віделенный компьютер сбора данных – платой CP5612, реализующей интерфейс Profibus на ПК.
Сегмент Profibus также позволяет использование больших длин кабеля – рекомендуется до 800 м с предполагаемой скоростью обмена данными.
Выделенный компьютер архивации далее будет подсоединен к общезаводской сети Ethernet, с предоставлением клиентского доступа к собранным данным всем авторизированным участникам процесса.
Предлагаемая структурная схема системы сбора данных представлена на рис.1.
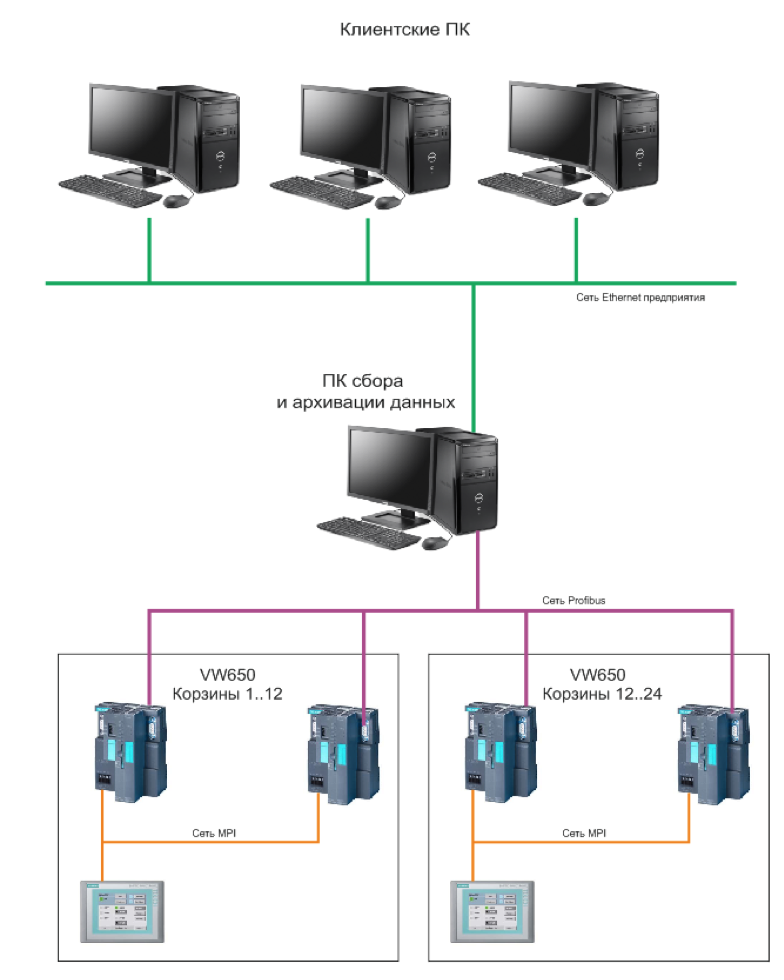
Рисунок 1 – Структурная схема системы сбора текущих параметров технологического процесса приемников VW650
Основной задачей системы является контроль параметров линейной скорости каждого из приемных устройств в корреляции с заданным диаметром проволоки. Для этого будет использована база данных, в которой будет фиксироваться каждая смена режима работы приемного устройства. Триггерными воздействиями для регистрации будут следующие условия:
- изменение заданного диаметра проволоки;
- изменение заданной линейной скорости приемника.
Оба эти воздействия будут приняты во внимание только при условии работы данного приемного устройства.
Результаты для каждого из приемных устройств будут представлены в виде следующей таблицы:
|
Дата/время |
Заданный диаметр, мм |
Базовая линейная скорость, м/мин |
Текущее ограничение линейной скорости, м/мин |
Актуальное задание линейной скорости, м/мин |
|
05.05.2019 15:10 |
0.8 |
25 |
25 |
25 |
|
06.05.2019 10:15 |
0.5 |
40 |
45 |
45 |
|
07.05.2019 3:00 |
0.5 |
40 |
45 |
50 |
|
|
|
|
|
|
В случае отклонения скорости линии от заданных норм, показания будут выделены красным цветом.
Значения норм линейной скорости для каждого диаметра проволоки будут введены в таблицу-справочник. Помимо базового (опорного) значения скорости линии, можно будет ввести реальный (временный) предел линейной скорости, который и будет использован для оценки допустимости текущего технологического режима.
Помимо этого, в базу данных будут собраны в виде графиков или таблиц все необходимые для пользователя параметры, например:
- заданные и измеренные значения линейных скоростей;
- диаметр проволоки;
- заданная и измеренная длина проволки;
- возникшие во время работы аварийные сообщения
и прочие параметры.
Рекомендуемая минимальная конфигурация для выделенного ПК архивации:
Процессор: Intel Core i5;
RAM: 8 Гб;
HDD: минимум 512 Гб (в случае повышенных требований к сохранности информации – 2 жестких диска, объединенных в RAID-массив);
Материнская плата: необходимо наличие PCI-слота для установки Profibus – интерфейса;
Клавиатура, мышь, монитор: без специфических требований;
Источник бесперебойного питания: без специфических требований;
Операционная система: Microsoft Windows 7 / 8 / 10.
Для оперативной перезагрузки контроллеров Simetic S7-400 и S7-300 требуется выполнить архив программного обеспечения, выше указанных контроллеров на следующих установках:
- волочильных станов КОХ-7
- волочильных станов КОХ-9
- волочильных станов КОХ-10
- волочильных станов КОХ-14
- намоточного станка М+Е
- сварочной машины Шлатер №1
- сварочной машины Шлатер №2